Система УЗ на ФР серии AS для контроля труб
-

-
 Ультразвуковая система контроля спиральных сварных швов и околошовных зон
Ультразвуковая система контроля спиральных сварных швов и околошовных зон
-
 Высокоскоростная система серии AS для контроля плит и полос
Высокоскоростная система серии AS для контроля плит и полос
-
 Ультразвуковая система контроля сварных швов труб
Ультразвуковая система контроля сварных швов труб
-
 Система для контроля продольных сварных швов серии AS200L
Система для контроля продольных сварных швов серии AS200L
Системы контроля труб
 AS200E
AS200E
Ультразвуковая система контроля сварных швов труб, сваренных электрическим сопротивлением (ERW), включая сварной шов и зону термического влияния. Так же системы могут быть конвейерными или автономными.
Преимущества системы:
- Сканирующий блок может быть как статичным, так и движущимся в зависимости от конфигурации ввода УЗ;
- Измерение толщины стенок шва и зоны термического влияния;
- Совмещение с устройствами слежения производственной линии;
- Контроль материала доступен при продольном и поперечном перемещении трубы;
- Автоматический индивидуальный отчет по контролю;
- Прочная механическая конструкция без вибраций.

AS200S
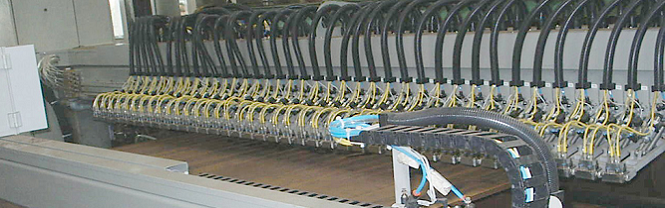
Ультразвуковая система контроля спиральных сварных швов и околошовных зон труб, полученных методом дуговой сварки.
ScanMaster предлагает конфигурации конвейерных и автономных систем для контроля спиральной аргоно-дуговй сварки (SAW) трубы после сварки или после гидравлических испытаний.
Определяемые типы дефектов:
- Продольные и поперечные типы дефектов в сварном шве;
- Расслоения в зоне термического влияния;
- Расслоения в теле трубы;
- Расслоения на концах труб (для автономных систем).
Соблюдение общих отраслевых стандартов:
- API 5L/ISO 3183;
- Shell DEP-31.40.20.37-Gen;
- Chevron;
- согласно запросу.
 AS200L
AS200L
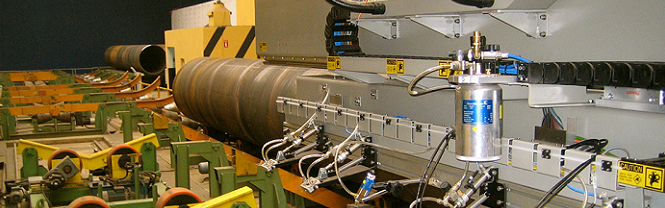
Ультразвуковая система контроля продольных сварных швов и околошовных зон труб, полученных методом дуговой сварки.
ScanMaster предлагает конфигурации конвейерных и автономных систем для контроля продольной аргоно-дуговй сварки (LAW) трубы после сварки или после гидравлических испытаний.
Определяемые типы дефектов:
- Продольные и поперечные типы дефектов в сварном шве;
- Расслоения в зоне термического влияния;
- Расслоения и дефекты на концевых участках труб (для автономных систем).
Соблюдение общих отраслевых стандартов:
- API 5L/ISO 3183;
- Shell DEP-31.40.20.37-Gen;
- DNV-OS-F101;
- согласно запросу.
 AS200PA
AS200PA
Контроль сварки выполняется несколькими наборами линейных фазированных решеток со специальными призмами с помощью электронного управления углов УЗ-лучей.
Сварной шов полностью контролируется на наличие продольных и поперечных дефектов, также определяются расслоения в зоне термического влияния.
Имеется возможность автоматически создавать отчет об обнаруживаемых дефектах в любой точке сканирования трубы. Оператор может воспользоваться таблицей дефектов, выбрать необходимые критерии дефекта и произвести детализированную оценку в нужной зоне контроля.
Преобразователи на ФР обеспечивают:
- улучшенную выявляемость;
- точное определение размеров;
- точное определение координат расположения.
 AS200
AS200
Высокоскоростные многоканальные контактные системы контроля листов и полос.
Эти системы обеспечивают проведение контроля металлических листов: сбор УЗК данных, анализ и оценку найденных индикаций в соответствии с промышленными стандартами такими, как: EN 10160, EN 10246-15, ISO 10893-9, SEL-072, ASME SA / ASTM A 435, ASTM A 578 и другими.
Преимущества системы:
- 100 % контроль тела и краев листа;
- Полноценный контроль концов;
- Различные конфигурации датчиков;
- Документация и отчетность в соответствии выбранного стандарта;
- Возможность интеграции с сетевым окружением и базами данных заказчика.